






Taas nga kalidad nga 3d welding manufacturer nga adunay Floor jigs fixtures
Video
Kalihokan
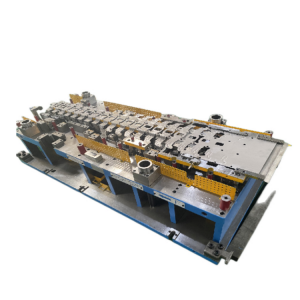
Alang sa pagkontrol sa kalidad sa inspeksyon sa Floor Pan ug suporta aron mapaayo ang rate sa kapasidad sa linya sa produksiyon sa awto.
Espesipikasyon
| Matang sa Kabit: | Arc Welding |
| gidak-on: | 2200x1200x900mm |
| Gibug-aton: | 115KG |
Mga Detalye sa Produkto



Detalyadong Pasiuna
Ania ang pipila ka tipikal nga mga istruktura sa disenyo:
• Simple nga positioning structure (positioning pin)
Nag-una nga gigamit sa nag-unang positioning pin posisyon.
• Yano nga suporta clamping (clamp)
• Write-off (bolt)
Gigamit kini sa panguna nga linya, hangtod sa linya sa tambalan ug ang panguna nga posisyon sa ilawom nga linya.
• STOPPER limit nga istruktura
Aron mapugngan ang compression force o epekto tungod sa dako kaayo nga piecework deformation o scratch ibabaw sa piecework;Ang direksyon sa gibag-on nga gibag-on sa bukton sa bukton adunay mga kinahanglanon sa katukma (pagposisyon sa pin);Ang gitas-on sa double turning mechanism o rocker arm dako kaayo;Kung ang Anggulo sa nagsuporta nga nawong dako kaayo;Adunay mas dako nga eccentric distance indenter.
• PIN CLAMP
Pin ug piecework non-interference - turn point ug workpiece sa usa ka linya;Kinahanglan adunay usa ka limitado nga STOPPER.
• Estruktura sa HLINK
Sa diha nga ang pag-abli sa gitas-on sa clamping bukton limitado ug ang pag-abli Anggulo gikinahanglan nga dako, o ang kalihukan trajectory sa clamping bukton limitado, kita kinahanglan nga maghunahuna sa paggamit sa H-LINK, nga lahi sa ordinaryo nga Link sa paggamit niini.Kinahanglan nga mopili kita og mga silindro nga adunay CYL BRACKET, nga walay swing sa panahon sa paglihok, ug gamiton ang anti-bracket aron ihigot ang mga silindro.
• Secondary SWING structure (double flip)
Doble nga BASE fixture
Gawas pa sa tipikal nga istruktura, adunay usa ka flexible nga kombinasyon sa dali nga pagbag-o nga jig - double BASE plate clamp, nga makapamubo pag-ayo sa panahon sa pag-adjust sa jig replacement ug makapakunhod sa gasto sa produksyon;Ang paggamit sa BASE rotating table sa secondary assembly fixture naghimo sa intelihenteng taas nga pagka-flexible sa fixture nga nahimong usa ka kamatuoran.Kining paspas nga switching mode makapamubo pag-ayo sa panahon sa pag-ilis ug pag-debug sa fixture ug makapamenos sa gasto sa produksiyon.
Doble nga BASE fixture nga mga bahin:
Ang doble nga BASE fixture adunay mga bentaha sa yano nga istruktura, pipila nga mga link sa pag-assemble ug maayo nga pagkagahi, dali nga pagbalhin mga modelo, pag-upgrade sa produkto ug mga kinahanglanon sa awtomatikong pagproseso, ang panguna nga mga kinaiya niini naglakip sa:
1) Ang Double BASE fixture adunay universality, ang fixture system adunay igo nga pagka-flexible, mahimong mopahiangay sa mga kinahanglanon sa pagproseso sa lainlaing mga modelo, ang kinatibuk-ang linya sa lawas mahimong magamit pag-usab.
2) Ang double BASE fixture adunay yano nga estraktura, sayon nga asembliya ug disassembly, ug maayo sa paspas nga pagbalhin sa sunod nga mga modelo.
3) Ang double BASE fixture adunay igong kusog ug katig-a, fixture assembly, switching process epektibong makasiguro sa machining accuracy sa mga parts.
4) Ang mga detalye sa BASE sa dobleng BASE fixtures kinahanglan nga magkahiusa, mapaigoigo alang sa balik-balik nga paggamit, ug computerized alang sa asembliya ug pagdumala.
Komposisyon sa Double BASE fixture:
Ang double BASE fixture gilangkuban sa duha ka bahin: ang fixture line nga bahin sa lawas ug ang espesyal nga fixture.Ang bahin sa lawas sa fixture line gilangkuban sa kinatibuk-ang bahin sa fixture ug ang mga standard nga sangkap.Ang espesyal nga bahin sa fixture nagdepende sa mekanismo ug paggamit sa mga bahin sa produkto.
Ang istruktura
1. Fixture wire nga lawas
Ang nag-unang mga sangkap sa double BASE fixture naglakip sa fixture universal line body, fixture frame ug standard matrix BASE surface (tan-awa ang Figure 2);
2. Ang mga braket
Ang mga nag-unang sangkap sa jig skeleton naglakip sa lain-laing mga gaskets, gaskets ug corner lingkoranan;
3. Pagpahimutang sa mga bahin tali sa mga sangkap ug mga sangkap sa tinuod nga pagpahimutang sa piecework
Naglakip kini sa lainlaing mga bloke sa pagpoposisyon, mga pin sa pagpoposisyon, suporta sa pagpoposisyon ug suga sa profile.
4. Ang mga fastener
Naglakip kini sa standard nga mga lagdok ug mga kolum nga mga pin, nga mao ang nag-unang mga bahin nga gigamit sa pagkonektar sa duha ka BASE boards.
Teknikal nga mga kinahanglanon alang sa fixture
Dugang pa sa katugbang nga teknikal nga mga kinahanglanon sa kinatibuk-ang kabit, ang mosunod nga teknikal nga mga kinahanglanon kinahanglan nga tagdon sa disenyo nga yugto sa double BASE fixture:
▲ Jig BASE ug suporta nga lingkuranan
Ang nag-unang istruktura sa linya sa jig gidisenyo uyon sa GB2804, ug ang mga nag-unang sangkap gihimo sa taas nga kalidad nga low-carbon alloy steel.Human sa pagpanglungkab ug pagpalong, ang nawong katig-a sa mga sangkap nagkinahanglan HRC sa pagkab-ot sa 58 ~ 65, ug ang internal nga katig-a sa pagkab-ot sa HRC35 ~ 40, aron sa pagsiguro nga ang jig base adunay igong kalig-on, katig-a, pagsul-ob sa pagsukol ug kalig-on.
Ang nag-unang dimensyon nga katukma sa mga sangkap sa fixture parehas sa kinatibuk-ang fixture, nga nakaabot sa ISO6 ~ 7 nga lebel mahimo, ang pagtugot sa horizontal positioning hole ug ang datum nga nawong mao ang ± 0.05 mm, ang pagkamatugtanon tali sa positioning hole ug positioning hole mao ang ± 0.02 mm, ang gapas nga nawong sa datum mao ang 1.6 μm.
Ang nag-unang BASE plate aperture adunay D28 ug D16 duha ka serye.Sa high-precision table surface, ang circular hole sa D28 parehas nga giapod-apod matag 100 mm o φ16 mm matag 50 mm.Kini nga mga lungag mahimong magamit sa pag-apil sa mga module sa pagpoposisyon ug mga koneksyon sa fixture sa lainlaing mga gimbuhaton.
Ang Daloy sa Pagtrabaho
1. Nakadawat sa order sa pagpalit---->2. Disenyo---->3. Pagkumpirma sa drowing/mga solusyon---->4. Andama ang mga materyales---->5. CNC---->6. CMM---->6. Pagtigom---->7. CMM-> 8. Inspeksyon---->9. (3rd part inspection kung gikinahanglan)---->10. (internal/customer sa site)---->11. Pagputos (kahon nga kahoy)---->12. Paghatud
Panahon sa pagpangulo ug Pagputos
45 ka adlaw human maaprobahan ang 3D nga disenyo
5 ka adlaw pinaagi sa express: FedEx pinaagi sa Air
Standard nga Export Wooden Case
Idugang namon ang pag-ayo sa kahoy nga bloke sa sulod sa mga kaso aron masiguro ang kaluwasan sa fixture sa pagpadala.Ang desiccant ug plastic wrap maoy gamiton aron mapabilin ang checking fixture gikan sa kaumog sa pagpadala.





.png)
.png)